欢迎浏览厦门控匠自动化科技有限公司

行业资讯
Siemens SINUMERIK 测量循环测量循环用户指南
时间: 2026-04-20浏览次数:
Siemens SINUMERIK 测量循环测量循环用户指南1. 适用范围与基础信息适配系统:SINUMERIK 840/840C/850/880/880 GA
Siemens SINUMERIK 测量循环测量循环用户指南
1. 适用范围与基础信息
适配系统:SINUMERIK 840/840C/850/880/880 GA2
软件要求:
控制系统 最低软件版本
840/840C SW 01
850/880 SW 04
880 GA2 SW 01
测量循环:V20 及以上版本
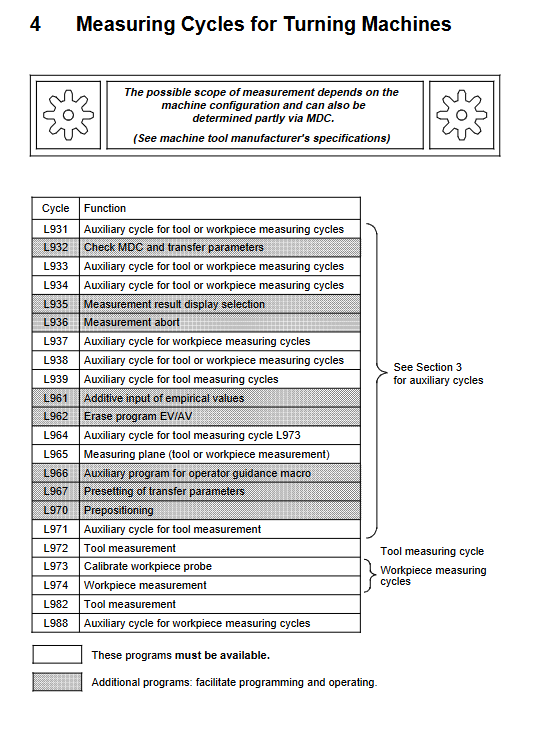
2. 核心测量分类与功能
(1)刀具测量(车床)
循环:L972/L982
功能:测头校准、刀具长度 / 半径测量、自动补偿
适用刀具类型:1-10、26、28、31-38型
测量模式:手动测量、自动测量、镜像测量
(2)测头校准
车床:L973,支持任意面 / 孔校准
铣床 / 加工中心:L976,支持基准孔 / 任意孔 / 基准面校准
校准目的:确定测头触发点坐标,存入 MDC 区域
(3)工件测量
车床(L974):单点 / 180° 翻转 / 两点 / 圆周多点 / 圆柱测量
铣床 / 加工中心:
L977:轴向测量孔 / 轴 / 槽 / 腹板、零点设定
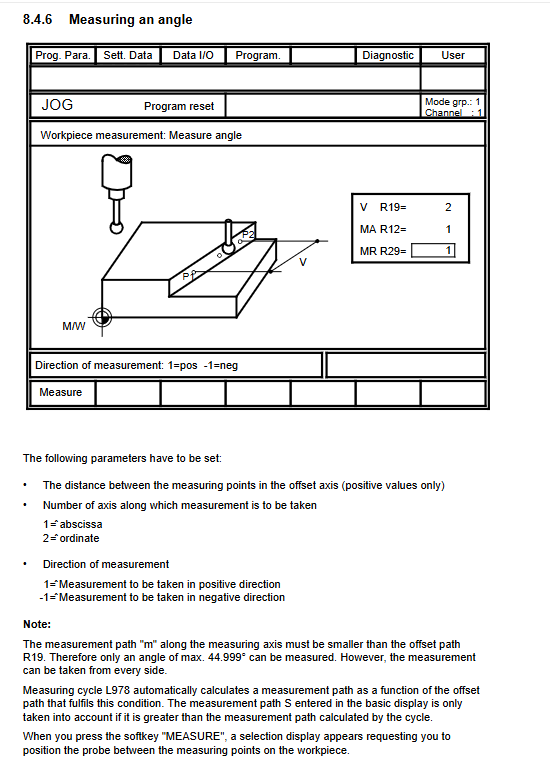
L978:平面 / 角度测量、差分测量
L979:任意角度 2D 测量(3/4 点测圆)
核心能力:自动计算实际尺寸、中心坐标、偏差值
3. 关键参数定义
R10:补偿号(刀具补偿 / 工件零点 G54-G58)
R22:测头类型(0 = 多向、1 = 单向)+ 测头编号
R23:测量模式(校准 / 测量 / 自动、轴向 / 角度)
R25:测量速度(默认150mm/min)
R28:测量路径倍率(默认1mm)
R33-R37:公差参数
参数 含义
R33 零偏移区间(无补偿阈值)
R34 2/3 工件公差(平均补偿阈值)
R36 安全区(超差停机)
R37 尺寸差检查(刀具磨损预警)
R40/R41 工件上下公差
4. 测头类型与使用规则
多向测头 (3D):全功能无限制,车床 / 铣床通用
双向测头:仅用于车床工件测量
单向测头:仅用于铣床工件测量,需M19 主轴定位
刀具补偿类型:
车床:测头设为5/6/7/8 型刀具
铣床:测头设为30 型刀具
5. 测量原理与精度
测量方式:在线测量,NC 直接处理测头信号,无 PLC 中转
重复精度:±1μm
平均算法:加权平均公式Av_new = Av_old - (Av_old - Di)/k,k=R29 加权系数
精度影响因素:机床重复精度、测头重复精度、测量系统分辨率
6. 辅助功能与报警
辅助循环:L965(测量平面判定)、L988(测量结果日志)、L963(圆心计算)
日志输出:支持CP315 模块、打印输出,结果存R200-R219
报警机制:安全区超差、尺寸超差、刀具磨损、测头故障报警
7. 使用前提
回参考点完成
关闭坐标旋转、比例缩放
测量前调用L965设定测量平面
测头已校准,参数提前定义
关键问题与答案
问题 1:车床与铣床的测头在 TOA 内存中分别设置为什么类型?
答案:
车床:校准刀具设为3 型,工件测头设为5/6/7/8 型;
铣床 / 加工中心:工件测头设为30 型。
问题 2:测量循环中 R33、R34、R36、R37 四个公差参数分别起到什么作用?
答案:
R33:零偏移区间,偏差在此范围内不执行补偿;
R34:2/3 工件公差,超出则执行平均补偿;
R36:安全区,超出自动停机并报警;
R37:尺寸差检查,超出提示刀具磨损,可继续运行。
问题 3:L977 与 L979 工件测量循环的核心区别是什么?
答案:
L977:仅支持 ** 轴向(平行坐标轴)** 测量,适用于标准孔 / 轴 / 槽 / 腹板;
L979:支持任意角度 2D 测量,通过 3/4 点测量可计算圆心在机床外的圆弧,需 M19 主轴定位。