欢迎浏览厦门控匠自动化科技有限公司

行业资讯
Kongsberg C系列切割系统:操作、维护与工具技术指南
时间: 2026-03-19浏览次数:
Kongsberg C系列切割系统:操作、维护与工具技术指南
Kongsberg C系列切割系统:操作、维护与工具技术指南
Kongsberg C系列切割系统代表了现代数字化切割与铣削技术的集成典范,其用户手册不仅是一部操作指南,更是实现高效、安全、精准生产的系统性技术蓝图。本文将从系统架构、安全核心、操作流程、工具体系及维护策略五个维度,对Kongsberg C系列进行深度技术梳理,旨在为设备操作者、维护工程师及生产管理者提供一份超越基础操作、兼具理论与实务的专业参考。
系统架构与核心组件:精密制造的基石
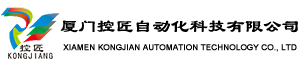
Kongsberg C系列切割系统的设计融合了机械、电气、气动与软件控制的多重技术。其主体结构清晰明确:坚固的切割台是作业平台;横梁架设于台上,承载Y向滑座沿X轴移动;Y向滑座上则安装着工具头,实现Y轴方向的移动与Z轴方向的升降。这一三轴联动的架构构成了系统运动的核心。
操作界面由前端PC与i-cut Production Console (iPC) 软件驱动,集成了从作业创建、路径规划到生产执行的全流程控制。操作站是人机交互的核心,集成主电源开关、急停按钮、操纵杆、操作面板以及可选的脚踏开关。操作面板按键如“伺服电源”、“启动”、“暂停”、“真空开关”等,提供了直接、快捷的物理控制入口。对于配备多功能扩展的机型,如搭载输送带的系统,其控制逻辑(如输送带送料、真空分区控制)已深度集成于iPC软件及硬件交互中。系统的气路系统为气动工具(如夹具、吹气)提供稳定、洁净的压缩空气,压力设定与监控是确保工具正常工作的前提。
安全规范:不可逾越的操作红线
安全是Kongsberg C系列设计的首要考量,手册中详尽的安全规定构成了操作不可逾越的红线。系统采用多层次防护:急停按钮分布布局,可瞬间切断伺服电源;黄色/黑色警示带划定危险区域,限制非授权人员进入;DynaGuard安全光幕系统构成了主动防护屏障,任何穿越光幕的动作都会触发紧急制动。对于高速旋转的铣削单元,其配备的警示灯不仅指示运行状态,更在停机后持续闪烁直至主轴完全静止,强制操作者等待4秒以上的安全停机时间。
安全责任被明确划分:制造商对设备本体的合规性负责;所有者需确保人员培训、合规使用与定期维护;操作员则必须遵守规程、确保机器状态完好。潜在风险被清晰标注,如高压区域、激光辐射点、运动部件挤压区及锋利刀具区,并对应“禁止触摸”、“佩戴护目镜”、“当心割伤”等符号。特殊风险如铣削作业中碎屑飞溅、刀具断裂、刀具弹出,以及V型刀或长刀具断裂后嵌入材料的残留风险,均要求操作者全程佩戴防护眼镜。反光服等个体防护装备的推荐使用,凸显了对噪音、粉尘等综合职业健康风险的重视。任何绕过安全系统、带病操作或非预期用途的使用,均被明确定义为不当操作,可能引发严重后果。
操作流程:从启动到高效生产的标准化路径
系统的操作遵循严谨的标准化流程,确保每次生产启动的可靠性与可重复性。开机序列因软件版本更新略有调整,但核心逻辑一致:首先启动前端PC与iPC软件;其次开启切割台主电源;随后通过操作面板复位安全系统并使能伺服电源;最后执行“归零”操作,使机器各轴回归机械原点,完成初始化。作业准备是生产成功的关键,包括:通过iPC创建作业、设置图层与工具路径、配置生产参数(如副本数、质量优先级)、选择参考点与定位、设置步进重复、配置套准方式(如使用定位标尺或相机)、设定材料处理方案及工具头停放位置。真空区域选择直接影响材料固定效果,需根据材料尺寸精确配置,必要时使用智能真空控制或物理遮挡板以优化吸附力。执行作业前,需再次确认安全系统已复位,并根据需要执行台面基准校准,更新工具高度测量值。生产过程中,系统状态的监控(如伺服电源指示、警告灯)以及应对安全中断的标准恢复步骤,构成了操作者的必备技能。
工具系统:多元化工具的配置、调整与应用精髓
Kongsberg C系列强大的适应性源于其模块化、多功能的工具系统。工具主要安装于P1、P2两个位置,某些专用工具如激光指示器、测量脚、相机则有固定安装位。
工具配置与调整是核心技能。 每把工具均需进行系统性校准:刀具滞后量调整确保旋转刀具刀尖方向与运动方向切向一致;工具高度通过测量站自动测量,但可根据材料特性添加偏置值,对于穿孔轮等工具,需注意其在测量站上的方向性影响;旋转角度调整使刀刃精确切入材料;中心偏置调整保证工具中心与运动路径中心重合;工具偏置则统一激光指示器、相机与实际切削点的空间坐标。这些调整可通过软件引导的向导程序完成,也可基于经验进行手动精细调校。
工具类型与专用应用技术体现了系统的专业性:
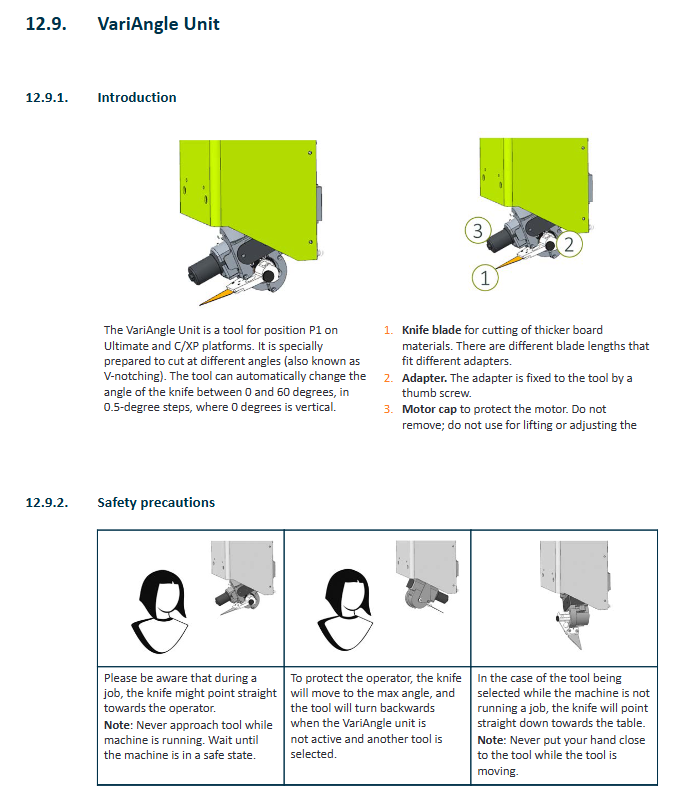
V型切刀与可变角单元:用于制作折叠刻痕或V型切口。关键参数包括切口深度、宽度偏置(用于调整两条切口底部的间距,以优化折叠角度)、废料切割(用于清理中间未切断的材料)。可变角单元可实现0°-60°动态角度调整,拓展了应用范围,但其工作区域会因刀具伸出和角度而受限,系统会自动计算并提示。
重型单元及其衍生工具:集成了高压力压痕轮(直径150mm)、V型刀、重型切刀、穿孔轮、倒角刀等多种工具。双重型单元可同时安装两种工具(如压痕轮+穿孔轮),显著提升效率。其安装采用销钉和锁紧销的新型固定方式,可靠性更高。
高功率铣削单元:配备高速主轴(最高60,000 RPM),用于硬质材料铣削。其操作涉及主轴预热、转速限制(特别是对不平衡刀具)、冷却系统监控、吸尘罩清洁与高度调节,以及刀具装夹与更换的严格规程。冷却液系统(如LubriCool)可针对特定材料改善润滑与排屑。
特种刀具:包括振切刀、高频振切刀、RM刀、高力刀、蚀刻刀、切割刀、滚切刀、盲文点刀具、瓦楞专用刀等,各有其材料适应性、切割深度和操作注意事项。例如,滚切刀需定期清洁以防粉尘进入;盲文点工具需与铣削单元配合,完成钻孔与嵌入球体两道工序。
测量与定位工具:测量脚用于自动测量材料厚度及校准测量站;激光指示器用于定位与辅助调整;工具头相机用于高精度套准,特别是与底面相机配合实现双面加工。
维护保养:保障长期稳定运行的生命线
周全的维护计划是延长设备寿命、保证加工精度的生命线。日常维护侧重于清洁与目检:清理切割垫、检查吸尘系统、关注刀具与吸尘罩状态。周保养需清洁导轨与轴承并轻涂润滑油,检查安全光幕镜片清洁度,以及验证气水分离器的自动排水功能。月保养则涉及更深层的机械维护:通过专用油枪给齿轮涂抹润滑脂;用软刷给齿条涂抹润滑脂。对于配备输送带的系统,还需关注输送带张力的调节。所有维护工作均需在主电源断开的状态下进行,严格遵循安全规程。