欢迎浏览厦门控匠自动化科技有限公司

行业资讯
Union Special XF500 系列缝纫机
时间: 2026-03-09浏览次数:
Union Special XF500 系列缝纫机
Union Special XF500 系列缝纫机
基础信息
适用机型:覆盖 XF500 系列三大子系列共 20 余种型号,按针数分类:
单针机型:XF511 系列(如 XF511B100MF、XF511H100MG 等),适配轻至中型面料;
双针机型:XF512 系列(如 XF512E100HB、XF512E100MP),主打中重型面料接缝;
三针机型:XF513 系列(如 XF513E100HJ、XF513E100HR),适配重型面料(如牛仔、工装)。
核心定位:高速平床双锁缝缝纫机,设计用于工厂 / 工业缝纫场景,具备全封闭驱动机构、强制润滑等工业级配置,兼顾缝纫效率与耐用性。
产品核心配置与关键参数
(一)核心配置
配置类别 关键特性 作用
驱动机构 全封闭进给与弯针驱动 防尘防污,延长使用寿命
润滑系统 全自动强制润滑,带可更换滤油器 持续润滑关键部件,减少磨损
防护装置 独立驱动后针护罩、安全防护罩 保障操作安全,防止缝线缠绕
散热设计 部分机型(XF511H 系列)带内置油冷却器 适配高速长时间运行
特殊功能 Power "AIR-KLIPP" 链式切割机、Puller 牵引器 自动剪线、保证长缝直线度
(二)关键技术参数
参数类别 核心数值 备注
缝纫速度 6500-9000 R.P.M. XF511H100MF 最高 9000 R.P.M.
针距范围 7-14 S.P.I. 单针机型 7-10 S.P.I.,部分机型 10-14 S.P.I.
适配针头 108 GHS、128 GAS、128 GBS 尺寸 70/027(细)-170/067(粗)
工作电压 未明确标注,适配工业缝纫电源 润滑系统依赖机器动力驱动
压脚类型 低惯性压脚、窄边送布压脚等 适配不同面料与缝纫需求
润滑用油 Saybolt 粘度 90-125(100°F)矿物油 符合 Union Special 规格 175
安装与润滑规范
(一)安装要求
机器需放置在水平工作台上,安装前拆除运输时的电池保护条、固定支架等防护部件;
确保工作区域通风良好,预留足够操作空间,防护罩、安全 Shield 需安装到位;
检查所有连接件(如针杆、弯针、送布牙)的紧固状态,按手册扭矩要求锁紧螺丝。
(二)润滑操作(核心维护项)
用油规格:必须使用 Union Special 规格 175 的矿物油,Saybolt 粘度 90-125(100°F),禁止混用其他型号油;
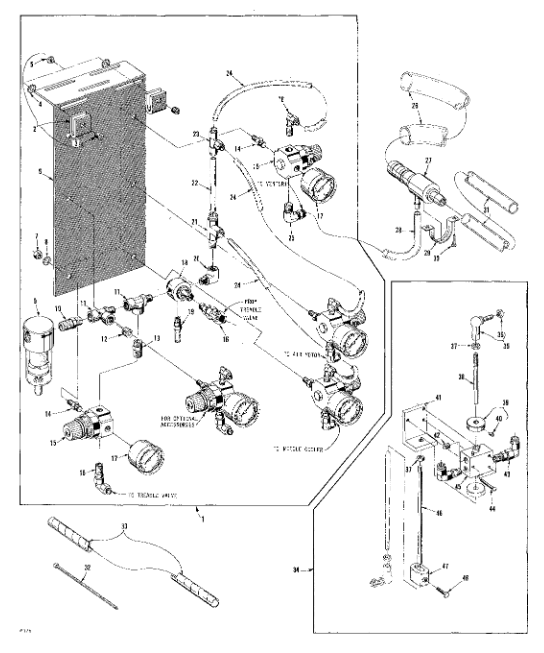
加油步骤:取下加油盖(图 1 中 A),加油至油位计(图 1 中 B)的 TOP 线,拧紧加油盖;
新机 / 长期停用后操作:低速(300 R.P.M.)运行 5 分钟,观察油流指示器是否稳定上升,确认油路循环正常;
换油与滤油器更换:
换油周期:最长不超过 1 年,油底壳有 2 个放油螺塞;
滤油器更换:每次换油必须更换,拆除 4 颗螺丝(图 1 中 C)、盖板(图 1 中 D),取出旧滤油器,将旁通阀从旧滤油器移至新滤油器,反向组装。
关键部件调节流程
(一)针杆调节
高度调节:当弯针尖与右针左侧对齐时,针孔顶部需低于弯针叶片下表面 1/64 英寸(.4mm);
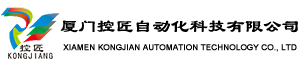
对齐调节(双 / 三针机型):针杆顶部距上针杆衬套顶部约 1 7/8 英寸(47.6mm),确保针头在针板孔中心,扭矩要求:早期机型 10-12 in-lbs,后期机型 16-18 in-lbs;
禁忌:针杆带特殊涂层,禁止用工具撬动,避免损坏。
(二)弯针调节
单针机型:弯针在最右端时,与针中心线距离为 5/32 英寸(4.0mm),运行时与针的最大间隙.002 英寸(.051mm);
双 / 三针机型:右弯针与右针中心线距离按机型不同为 1/8 英寸(3.2mm)或 5/32 英寸(4.0mm),需使用专用量规(如 21225-5/32);
同步调节:确保机器正反转时,针与弯针的间距一致,偏差不超过 1 个刻度。
(三)送布系统调节
送布牙高度:最高位置时,齿顶高出针板 3/64 英寸(1.2mm);
前后 / 左右对齐:送布牙需在针板槽中心,左右间隙均匀,可通过调节针板支架螺丝微调;
送布高度调节:松开调节螺丝(图 19 中 A),转动调节盘(图 19 中 B),向操作者方向转动增加送布高度。
(四)压脚与缝线张力调节
低惯性压脚:针杆在最低点时,压脚螺丝顶部与槽顶部间隙 1/32 英寸(.8mm),抬压脚杠杆释放时,连杆与压杆导板间隙 1/16 英寸(1.6mm);
缝线张力:
针迹张力:调节至能拉起最小针环,形成紧密针迹;
弯针线张力:保持轻微张力即可,避免线迹过紧;
张力释放:压脚抬起至 1/8 英寸(3.2mm)时,张力盘开始释放,完全抬起时完全释放。
特殊装置操作说明
(一)Power "AIR-KLIPP" 链式切割机
调节参数:
刀交叉距离:下刀距上刀前端 1/32 英寸(.8mm);
剪切角:下刀后刃与上刀刃间隙.003 英寸(.076mm);
气压调节:气马达运行气压 20-22 p.s.i.(1.5 bar),吸风气压以不切割面料为准;
更换刀片:上刀拆除 2 颗螺丝,下刀需先拆除上刀、后盖和进线口,安装时确保张力弹簧卡入下刀孔。
(二)Puller 牵引器(Belt/Roller 型)
张力调节:牵引器传动皮带按压时挠度约 1/8 英寸(3.2mm),通过偏心轮调节;
针距组合:通过 9 种链轮的不同组合,可实现 59 种针距,默认机型针距约 9.2 S.P.I.;
时序调节:牵引器间歇送布需在针头进入面料前停止,通过调节链轮在轴上的位置实现。
预防性维护与安全规则
(一)预防性维护 Schedule
维护周期 核心任务
每日 检查油位(红线之间)、泵运行状态、清洁机器棉绒、检查防护罩
首月后 更换滤油器、更换机油
每月 清洁油冷却器、清洁电机风道
每 3 个月 检查离合器 / 电机 V 带张力、检查离合器 / 刹车
每 6 个月 更换机油、检查内部正时皮带张力
每年 全面检查正时皮带磨损、部件紧固状态
(二)安全操作规则
threading、加油、调节或更换零件前,必须关闭所有电源;
操作时需佩戴安全眼镜,所有防护罩和护罩必须安装到位,禁止篡改安全装置;
禁止用机器直接控制无安全防护的执行器,避免故障引发危险;
带电操作时,操作人员需先做静电放电处理,防止静电损坏元器件。
零件与配件信息
零件图与索引:文档包含润滑系统、针杆驱动、送布机构、压脚、特殊装置等所有部件的爆炸图,标注零件编号、名称、数量,如润滑系统零件(C50093 系列)、针杆组件(C50055 系列);
易损件清单:针头、缝线张力盘、送布牙、压脚、密封件(O 型圈)、滤油器等;
专用配件:
工具类:针距调节扳手(21205B)、螺丝刀(21207B)、镊子(660-240);
功能类:膝控组件(29480ADL)、单 / 双 / 三针专用线架(21101W 系列);
润滑类:32 盎司(946ml)专用油、油管(C50094 系列)、滤油器(C50093CA)。