欢迎浏览厦门控匠自动化科技有限公司

行业资讯
Zygo 设备标准操作流程(SOP)
时间: 2025-10-28浏览次数:
Zygo 设备标准操作流程(SOP)
Zygo 设备标准操作流程(SOP)
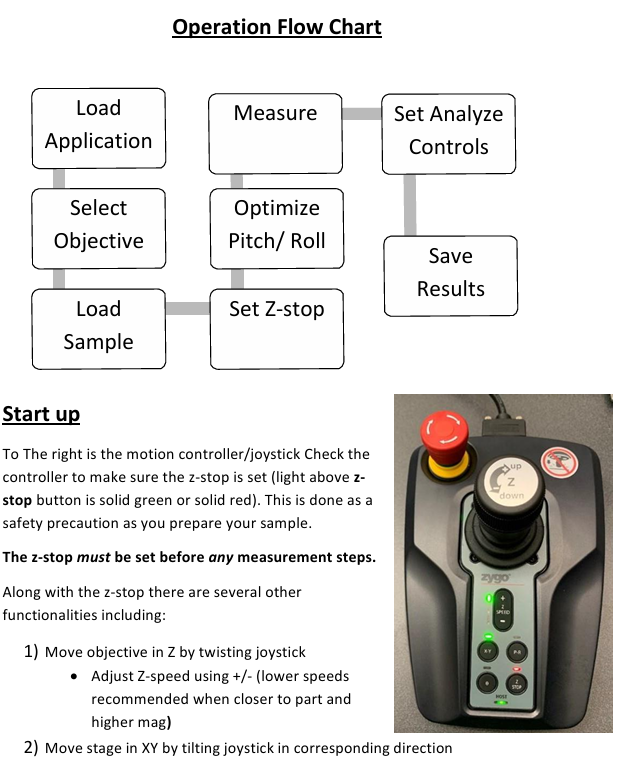
操作核心前提与安全警示
核心安全机制:运动控制器(Motion Controller)的 Z 轴限位(Z-stop)是关键安全防护,所有测量步骤前必须确认其已设置(指示灯为常亮绿色或常亮红色),防止物镜与样品 / 载物台碰撞。
紧急操作:若出现异常,立即按下运动控制器上的 “紧急停止(Emergency Off)” 按钮,设备后续需重新执行 “回零(Homing)” 操作。
完整操作流程
1. 开机与初始化(Start Up)
(1)运动控制器检查
确认 Z-stop 状态:指示灯需为常亮绿 / 红,若闪烁红色且伴随蜂鸣,需重新设置(后续步骤详解)。
熟悉控制器功能:
功能 操作方式 注意事项
Z 轴物镜移动 旋转操纵杆(Joystick) 靠近样品或高倍率时用低速度(通过 “+/-” 键调节)
XY 轴载物台移动 倾斜操纵杆(需选中 “XY” 按钮,对应绿灯亮) 用于样品粗定位,确保物镜光束投射到样品上
俯仰 / 滚转(P/R)调节 倾斜操纵杆(需选中 “PR” 按钮,对应绿灯亮) P(俯仰)、R(滚转)最大调节范围 ±2°,θ(旋转)功能无效
(2)软件启动与应用加载
登录计算机:用户名输入 “Zygo”,按 Enter 键进入系统。
打开 Mx 软件:从桌面启动 Mx 程序,通过 “File”→“Load Application”,加载 “Micro.appx” 应用(应用列表中还包含粗糙度测量、低通滤波等其他.appx 文件,需精准选择)。
仪器参数初始化:加载应用后会弹出 “F-stop/A-stop” 设置窗口,需确认:
F-stop(光圈):处于 “Open” 状态(按下旋钮锁定);
A-stop(孔径光阑):处于 “Open” 状态(按下旋钮锁定);
滤镜(Filter):设为 “F1(Measure)”,点击 “OK” 确认。
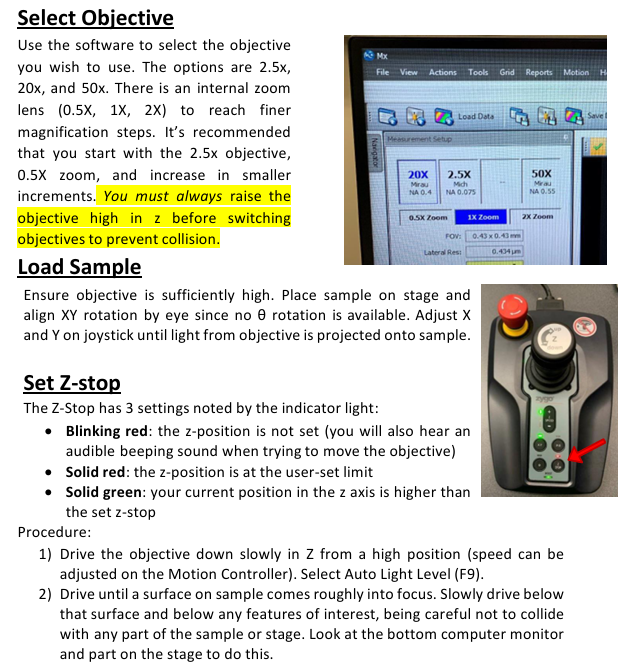
2. 样品与物镜准备
(1)物镜选择与切换
可选物镜:2.5X(NA 0.075)、20X(NA 0.55)、50X,搭配内部变焦镜头(0.5X/1X/2X)实现精细倍率调节。
切换原则:
初始建议用 “2.5X 物镜 + 0.5X 变焦”,逐步增大倍率(避免直接用高倍率导致碰撞);
切换物镜前,必须将物镜沿 Z 轴升至最高位置,防止与样品碰撞。
(2)样品加载(Load Sample)
确认物镜已升至高位,将样品放置在载物台上;
通过肉眼粗调样品 XY 方向旋转(设备无 θ 旋转功能);
倾斜 XY 操纵杆,移动载物台,直至物镜发出的光束投射到样品表面。
(3)Z-stop 设置(核心安全步骤)
从 Z 轴高位缓慢降下物镜(调节控制器速度,初期可稍快,靠近样品时减速),按 “F9” 启动 “自动光强调节(Auto Light Level)”;
继续降下物镜,直至样品表面大致对焦,再缓慢降至 “低于目标测量区域所有特征” 的位置(需结合下方显示器和肉眼观察,避免碰撞);
按下运动控制器上的 “Z-stop” 按钮,指示灯从闪烁红色变为常亮红色,完成设置(此时 Z 轴最低位置被锁定)。
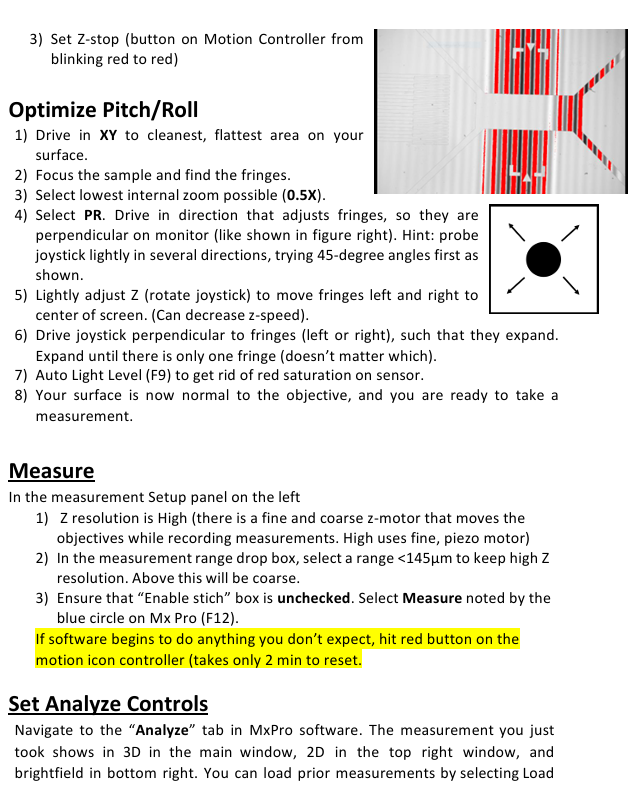
3. 测量前校准(优化俯仰 / 滚转)
通过调节 P/R(俯仰 / 滚转),确保样品表面与物镜垂直,步骤如下:
移动 XY 载物台,将样品 “最平整、洁净的区域” 移至物镜正下方;
对焦样品并找到干涉条纹,切换至最低内部变焦(0.5X),便于观察条纹;
选中 “PR” 按钮(绿灯亮),轻触操纵杆(优先尝试 45° 方向),调节条纹至与显示器垂直;
微调 Z 轴(旋转操纵杆,可降低速度),将条纹移至屏幕中心;
沿 “垂直于条纹” 方向倾斜操纵杆,使条纹展开,直至屏幕上仅保留 1 条条纹(方向不限);
再次按 “F9” 执行自动光强调节,消除传感器红色饱和,完成校准。
4. 执行测量(Measure)
(1)测量参数设置
在左侧 “Measurement Setup” 面板中配置:
Z 分辨率(Z resolution):设为 “High”(启用精细压电电机,保证精度);
测量范围(Measurement Range):选择<145μm 的范围(超出则自动切换为粗精度模式);
拼接功能(Enable Stitch):取消勾选(默认关闭,避免多区域拼接误差)。
(2)启动测量
点击 Mx 软件中蓝色的 “Measure” 按钮(或按 “F12”);
异常处理:若软件执行非预期操作,立即按下运动控制器红色紧急按钮,重置设备(约 2 分钟)。
5. 数据处理(Set Analyze Controls)
测量完成后,数据会以 “3D 视图(主窗口)、2D 视图(右上窗口)、明场图像(右下窗口)” 显示,需通过后处理进行水平校正:
(1)2D 水平校正(适用于剖面分析)
右键点击主窗口 3D 图,选择 “2D” 切换视图;
选中窗口上方 “Linear” 选项,在图像上点击两个点,确定待分析剖面(下方自动生成剖面曲线);
右键点击剖面曲线,依次添加 “Inspector 1” 和 “Inspector 2”;
移动 Inspector 至基线表面,右键选择 “Level” 完成校正。
(2)3D 水平校正(适用于整体表面分析)
在左侧 “Surface” 面板中,点击 “Surface Processing”(弹出设置窗口);
勾选左下角 “Immediate Update” 和 “Use Fit Mask”,点击 “Mask Editor”;
勾选 “Form Remove”,绘制几何图形以框选需去除的表面形态(如凸起、凹陷);
关闭 “Mask Editor” 和 “Surface Processing” 窗口,校正效果自动应用于 3D 数据。
6. 结果保存与设备关机(Save Results & Clean Up)
(1)结果保存
原始数据(.datx 格式):通过 “File”→“Save Data”,保存至 D 盘 “Data (D:)\ZygoData” 文件夹;
图像 / 表格导出:右键点击任意图表,选择 “Export”,可将图像导出为图片格式、2D 剖面导出为.csv 文件。
(2)关机流程
升高物镜:将物镜沿 Z 轴升至最高位置,重新设置 Z-stop(按下按钮至指示灯常亮红色);
软件与系统关闭:关闭 Mx 软件,退出 “Zygo” 账户,关闭显示器;
记录与报告:在实验日志(Log-book)中签名,若使用中出现错误,需截图保存至数据文件夹,并在日志中注明故障情况。
关键注意事项
碰撞防护:所有涉及 Z 轴移动的操作(切换物镜、加载样品、设置 Z-stop),必须确保物镜与样品有足够安全距离,高倍率(50X)时优先用最低速度;
倍率选择逻辑:从低倍率(2.5X+0.5X)开始,逐步提升,避免直接用高倍率导致 “找不到样品” 或碰撞;
数据保存规范:.datx 原始文件需按 “样品名称 + 日期” 命名,截图与.csv 文件需与原始数据关联,便于后续追溯;
异常处理优先级:设备故障时,优先按紧急按钮,再记录故障现象(截图 + 文字描述),禁止自行拆解或修改软件参数。