欢迎浏览厦门控匠自动化科技有限公司

行业资讯
SIEMENS SINUMERIK 840C SIMODRIVE 611-D安装指南
时间: 2026-05-26浏览次数:
SIEMENS SINUMERIK 840C SIMODRIVE 611-D安装指南
SIEMENS SINUMERIK 840C SIMODRIVE 611-D安装指南
SINUMERIK 840C搭配SIMODRIVE 611‑D驱动的官方安装指南(2001 版),覆盖SW 1~6全软件版本,以安装前提、总清与标准启动、PLC 安装、MMC 诊断、机床数据配置、伺服调试、轴 / 主轴调试、数据备份、功能说明为核心流程,明确EMC 接地、模块防静电、分辨率设置、内存分配等强制规范,提供流程图、诊断方法、参数表、检查清单,指导完成系统上电、配置、调试、验收全流程,确保数控系统与驱动可靠运行。
安装前提与外观检查(强制要求)
前提条件
机械 / 电气安装完成,轴可运动
PLC 程序调试完成,测量系统接线正确
接地遵循星型单点接地,符合 DIN VDE 0160
检查项目
模块防静电:MOS 芯片需接地放电操作
屏蔽:电缆屏蔽层单端接地
编码器:安装间隙、接线、屏蔽合规
线缆:动力与信号分离布线,无接地环路
系统版本:区分标准版 / 出口版 (CE),出口版无 5D 插补、IKA 扩展
总清与标准启动流程
1. 总清模式(General Reset)
作用:恢复出厂、清除错误数据、初始化 NCK/PLC/ 驱动
操作:诊断 → 启动 → 总清模式
可执行:
FORCEDBOOT:强制引导系统
PLC GEN. RESET:清空 PLC 并加载 ANW_PROG
DRIVE GEN. RESET:清空 611D 驱动配置
FORMAT NCK AWS:格式化用户数据
2. 内存配置(SW3 及以上)
内存类型 典型范围 说明
DRAM 4MB/8MB 零件程序、UMS、IKA、块缓冲
SRAM 64KB 刀具补偿、R 参数
IKA 内存 0~1024KB 表格补偿 / 温度补偿
块缓冲 0~5026KB 预读缓冲
3. 标准启动步骤
设定启动开关至 Startup
加载系统软件、日期时间
内存配置 → 加载机床数据
退出总清 → 系统正常启动
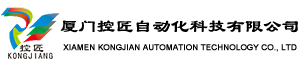
PLC 安装与诊断
PLC 型号
PLC 135 WB2(SW≤2):EPROM 加载程序
PLC 135 WD(SW≥3):硬盘加载程序
调试流程
连接 PG7 编程器 → 加载用户程序 → PLC 总清
自动加载硬盘ANW_PROG
诊断手段
LED 硬件故障灯
USTACK 详细错误码
PLC 状态:I/Q/F/DB/T/C 监控
超时分析:关闭总线缓冲定位故障
MMC 区域诊断(人机界面)
核心功能
密码保护:MMC/NCK 独立密码,默认1111
语言切换(SW≥5):系统 / WOP / 仿真 / PG
屏幕打印:TIFF/PCX 压缩格式
报警日志:按时间 / 优先级排序
数据备份
VALITEK 磁带备份全数据
硬盘存储:NC/PLC/ 驱动 / IKA 数据
CPU 更换:恢复备份 → 重新引导
机床数据与参数配置
数据分类
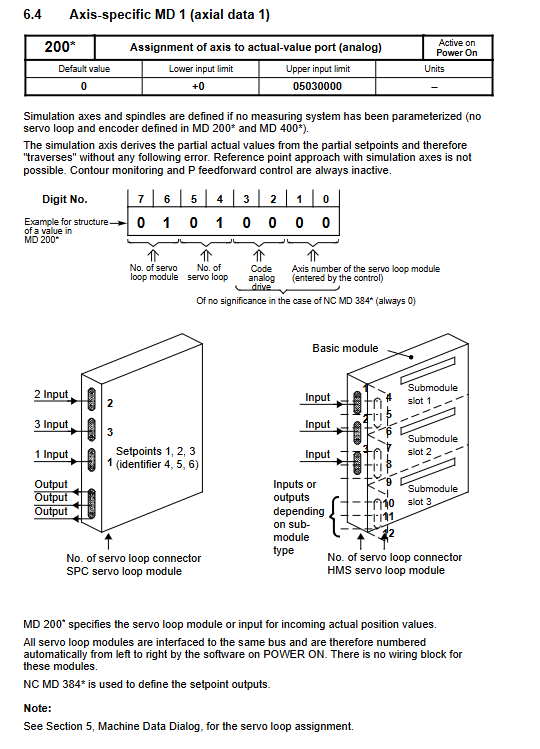
NC MD:轴、通道、主轴、分辨率
PLC MD:系统、功能块、用户位
Drive MD:611D 伺服参数
设定数据 SD、循环数据
关键参数
位置分辨率:0.0005mm/0.001mm
伺服增益 KV:NC MD 252*
加速度:NC MD 276*
监测:轮廓监控、跟随误差监控
伺服调试与轴 / 主轴优化
伺服环调试
电流环 → 速度环 → 位置环
函数发生器:信号激励测试
SERVO trace(SW≥4):示波器监控
象限误差补偿 QEC
常规 QEC 与神经网络 QEC(SW≥4)
圆度测试优化轮廓精度
轴 / 主轴安装
回零方式:普通 / 距离编码参考点
主轴模式:开环、振荡、定位(M19)、C 轴
齿轮换档、速度限制、漂移补偿
高级功能说明
齿轮插补 GI
主从轴同步、龙门轴、滚齿应用
速度 / 位置耦合、故障同步保持
IKA 补偿
表格补偿、温度补偿、间隙补偿
碰撞监测(SW≥6)
保护区域定义、进给削减、报警停机
其他功能
参数组切换、绝对编码器、ESR 紧急退刀、UPS 断电保护
验收与安装清单
必验项目
电压测试:230V AC、24V DC 正常
轴运动:10mm 指令 = 10mm 实际
主轴速度、定位、换档正常
安全功能:急停、限位、硬件使能
数据备份
NC/PLC/ 驱动 / 循环 / IKA/QEC 数据全部存档
安装清单签字归档
关键问题
问题 1:840C 进行总清(General Reset)的目的是什么,执行后会清除哪些关键数据?
答案:总清用于系统初始化、数据错误恢复、更换硬件后重置;会清除NCK 用户数据、PLC 用户程序、611D 驱动配置、刀具补偿、R 参数、零点偏置,并恢复默认机床数据,重新加载硬盘ANW_PROG PLC 程序。
问题 2:840C 的 PLC 停止故障应按什么步骤排查?
答案:1. 查看PLC CPU LED判断硬件故障;2. 进入诊断查看USTACK 详细错误码;3. 检查I/O 使能、急停、总线通讯;4. 核查PLC 程序、机床数据、超时参数;5. 重新执行PLC 总清恢复程序。
问题 3:840C 中轴分辨率如何设置,对加工有什么影响?
答案:通过NC MD 1800*、5002、524* 设定位置 / 输入分辨率,常见0.0005mm/0.001mm;分辨率越高定位精度越高,但会影响最高速度、回零稳定性、计算负载,必须与编码器线数匹配。