欢迎浏览厦门控匠自动化科技有限公司

行业资讯
ABB Millmate 轧机测力系统
时间: 2026-05-13浏览次数:
ABB Millmate 轧机测力系统
ABB Millmate 轧机测力系统
系统概述
Millmate 辊力系统是 ABB 专为轧机设计的高精度辊力测量方案,用于辊缝设定、载荷分布监测、轴承与轧辊偏心监控。
核心原理:Pressductor® 磁弹性效应(1954 年专利)
系统组成:Millmate Controller 400 + 测力传感器 + 匹配单元
适用设备:热带轧机、冷轧机、管轧机、立辊轧机
测量原理(Pressductor®)
传感器内置互成 90° 的初级与次级线圈,无载荷时无磁耦合
受力后钢材磁导率变化,磁通量失衡,次级感应与力成正比的电压
优势:
无需预紧即可稳定输出
过载能力极强:300% 额定载荷无永久变形,700% 不损坏
单传感器内含1500~2000 个测量单元,受力不均仍精准
输出500mV高信号,信噪比优异
测力传感器(四大类型)
1. 圆形 PFVL141C
量程:1.6~60MN
安装:轧机压下螺丝 / 液压缸下方
结构:方形铁芯 + 热套不锈钢环
特点:受力均匀、安装维护简单、无需加工机架
2. 矩形 PFVL141V
量程:0.63~60MN
安装:下支承辊轴承座下方
特点:换辊时无需操作、尺寸可定制(30mm 模数)
3. 环形 PFVL141R
量程:2.0~28MN
安装:压下螺母与机架之间
特点:空间占用小、防护好、适合紧凑型机架
4. 小型环形 QGPR104/102
量程:0.1~2.5MN
适用:小管轧机、小型立辊轧机
关键性能指标
参数 PFVL 系列 QGPR 系列
精度等级 ±0.5% F.S. ±1.0% F.S.
线性误差 ≤±0.5% ≤±1.0%
滞后误差 ≤0.2% ≤0.2%
重复性 ≤±0.1% ≤±0.05%
额定压缩量 0.05mm 0.05mm
工作温度 -10~+90℃ -10~+80℃
零点温漂 ≤±0.01%/℃ ≤±0.005%/℃
控制系统(Millmate Controller 400)
1. 型号分类
PFVA 401:适配 PFVL 传感器,2/4 点配置
PFXA 401:适配 QGPR 传感器,2/4 点配置
后缀 F:带Profibus-DP接口
2. 电气规格
供电:85~264V AC,47~63Hz
模拟量:4 入 / 4 出(0~±10V/4~20mA)
数字量:8 入 / 8 出(24V)
通讯:以太网(VIP)、RS232、Profibus-DP(可选)
响应:1ms(PFVL),5ms(QGPR)
防护:IP20
3. 核心功能
预设测量模式与传感器参数表
滤波时间:1~2000ms可调
多单位切换:N、kN、MN、kp、t、lb、ton
自诊断、传感器测试、仿真模式
模拟量 / 数字量 / 网络同步输出
安装与配件
匹配单元:每个传感器配 1 台,最远可距传感器25m
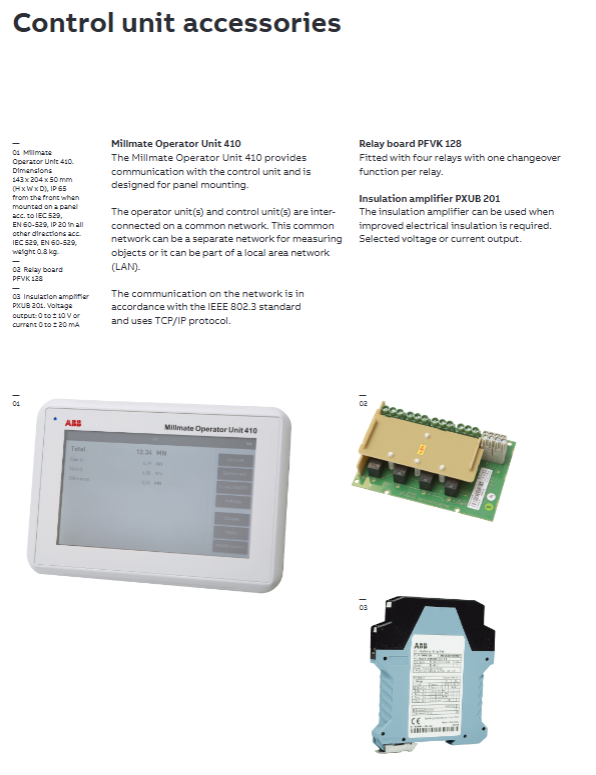
操作单元 OP410:面板安装,IP65,用于本地监控调试
安装柜:壁挂式、落地式 MNS 柜,防尘防水
安装原则:
全部被测力必须流经传感器
尽量靠近辊缝安装
避免弯矩、侧向力、扭力
典型应用
热轧机:操作员侧与驱动侧载荷均衡监测
冷轧机:高精度辊缝控制
管轧机 / 小型轧机:小量程精密测量
所有机型:过载保护、轧辊偏心监测、轴承状态监控
关键问题与答案
问题 1:Millmate 传感器的Pressductor 磁弹性测量原理是什么?相比传统测力有何核心优势?
答案:原理:传感器内两组90° 垂直线圈,无载荷时无磁耦合;受力后钢材磁导率改变,磁通量不对称,次级线圈产生与力成正比的电压。优势:无机械磨损、过载极强(300%/700%)、多测量单元平均、高输出 500mV 抗干扰,极适合恶劣轧机环境。
问题 2:圆形、矩形、环形三种传感器在安装位置与适用场景上有何区别?
答案:
圆形:装在压下螺丝下方,通用最强、成本低、适合大多数轧机。
矩形:装在下支承辊轴承座下,换辊不影响、适合空间受限机架。
环形:装在压下螺母与机架之间,防护最好、适合超紧凑结构。
问题 3:Millmate Controller 400 支持哪些通讯接口?Profibus 与以太网的性能分别如何?
答案:支持以太网 (VIP)、RS232、Profibus-DP(可选)。
以太网:10Mbit/s,10 条消息 / 秒,自动重传。
Profibus:最高12Mbit/s,每0.3ms刷新一次完整测量数据,高速实时控制。