欢迎浏览厦门控匠自动化科技有限公司

行业资讯
Kongsberg C 系列数控裁切机
时间: 2026-05-11浏览次数:
Kongsberg C 系列数控裁切机
Kongsberg C 系列数控裁切机
Kongsberg C 系列数控裁切机,围绕安全规范、系统组成、基础操作、任务准备、高级工艺、系统校准、刀具配置、全系列工具、维护保养、保险丝更换、自动化上料 / 收料、底侧相机、真空系统完整展开,明确操作员资质、安全防护、DynaGuard 安全系统、急停逻辑,覆盖裁切、压痕、铣削、V 型槽、斜切、盲文、振动刀等工艺,支持i-BF 上料机、i-MS 收料机、电动卷料机、收卷机、底侧相机 USC等自动化选配,提供日 / 周 / 月维护周期、全部件保险丝规格、故障排查,是设备安全运行、生产加工、维护维修的核心操作依据。
安全规范(核心强制)
1. 责任划分
制造商:符合安全标准
业主:仅限授权培训人员操作、按期维护
操作员:仅在设备完好时按手册操作
2. 关键警示
高压:MPU、真空泵、冷水机必须断电开盖
激光:Class II,禁止直视
运动部件:横梁、刀头、铣刀,禁止伸入
锐器:刀片 / 铣刀极锋利,更换需断电
噪声:铣削 / 振动刀需护耳
铣削:主轴停稳(红灯灭)方可接触
3. 安全装置
装置 作用
急停按钮 切断伺服动力,旋转复位
DynaGuard 光幕 + 防撞,触发即停机
黄黑警示区 危险区域边界
Y 轴警示灯 常亮 = 就绪;闪烁 = 安全触发
铣削警示灯 常亮 = 运转;闪烁 = 启停中
4. 防护要求
着装:紧身衣物,摘除首饰长发束起
护具:铣削必须护目,长期操作护耳
禁止:绕过安全装置、拆除护罩
系统组成
1. 主机结构
操作台、控制面板、横梁(X1/X2)、Y 轴、刀头(P1/P2)
真空台面、测量站、激光指针、压缩空气系统(7bar)
2. 控制单元
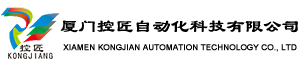
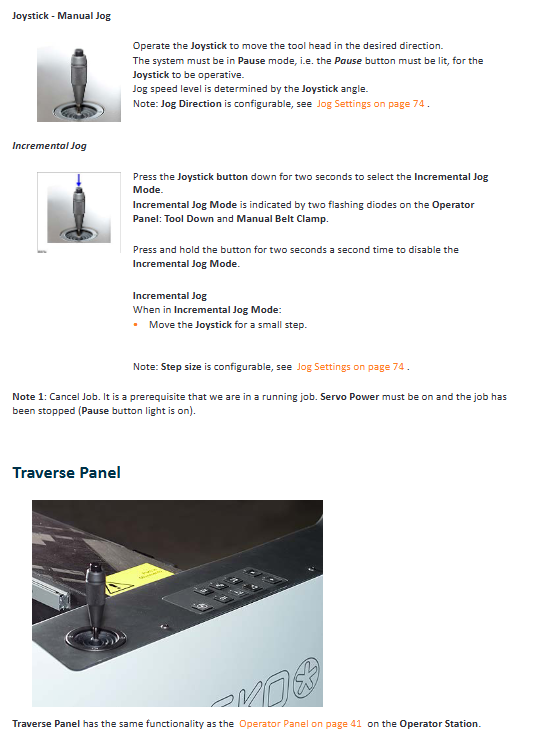
前端 PC、iPC 控制台、手动摇杆、脚踏开关
按键:伺服上电、启动、暂停、真空、回吹、回零
3. 自动化外设(选配)
i‑BF Board Feeder:自动上板
i‑MS Material Stacker:自动收板堆叠
MRF 电动卷料机:卷材连续送料
收卷机 TakeUp Unit:卷材收卷
USC 底侧相机:底面注册码对位
基础操作流程
开机:PC 上电 → 主机上电 → 启动 iPC → 伺服上电 / 安全复位 → 回零
任务准备:新建任务 → 图层设置 → 生产参数 → 速度 / 纹路 → 真空分区
执行:上料 → 真空吸附 → 启动运行
关机:退出 iPC → 主机断电 → PC 断电
任务与高级工艺
1. 基础工艺
瓦楞生产、铣削生产、绘图
铣削必须用高品质模式
2. 高级工艺
工艺 要点
真空优化 关闭无关区域,覆盖空余台面
厚料裁切(45–50mm) 关闭厚度测量、关闭顶面参考
硬纸板加工 铣削→振动刀→铣削三步
多道次 Multi‑pass 分层裁切 / 压痕 / 铣削
反向加工:标尺 / 相机 翻面加工,相机读取注册码
多区域生产 MZP 多工位并行,提高效率
刀具系统(核心)
1. 主力刀具单元
单元 用途 关键参数
HDU 重型单元 压痕、V 槽、重型刀 下压力50kg
Dual HDU 双工位 双工具并行 支持压痕 + 打孔
VariAngle 变角单元 **0–60°** 任意 V 槽 步距0.5°
HPMU 大功率铣削 3kW、6 万转、水冷 夹头3/6/8mm
HF VibraCut 高频振动,厚瓦楞 12000RPM
2. 专用刀具
盲文刀:凸点制作,配合铣削打孔
PressCut: vinyl 裁切,压力40–700g
RotaCut:薄料裁切,≤2mm
CorruSpeed:瓦楞专用,高速低撕裂
泡沫刀 FCU:软质泡沫,关闭厚度检测
3. 刀具校准(必做)
高度校准:自动测量,可加偏移
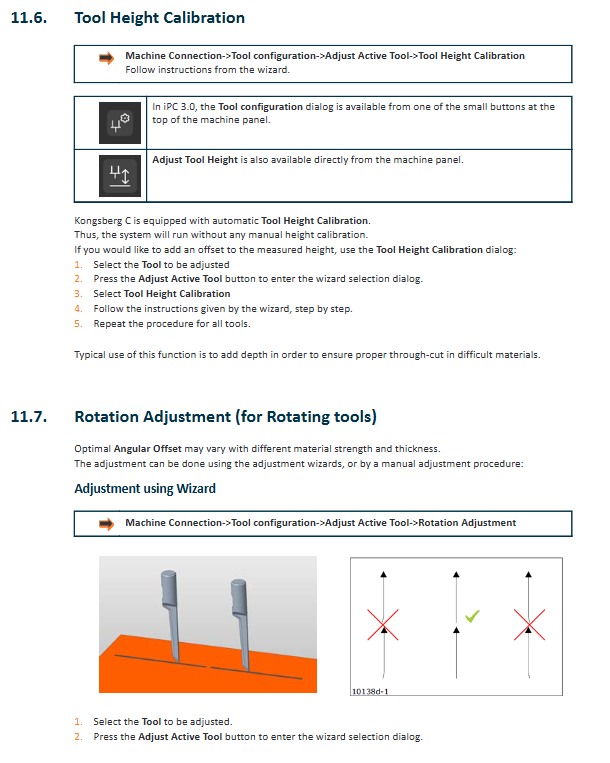
旋转校准:与运动方向相切
中心偏移:路径居中
滞后 Lag:圆刀补偿,0–19mm
角度校准:VariAngle 自动校准
系统校准(服务级)
注册台面尺寸、X1/X2 角度、测量站、标尺位置
主原点、台面映射、真空配置、铣削单元、传送带
台面参考:每次换刀 / 调整后执行
维护保养
1. 周期表
周期 内容
每日 清洁台面、吸尘、检查空气过滤
每周 导轨清洁上油、光电清洁、排水
每月 齿轮补脂、齿条润滑、真空孔疏通
2. 外设维护
i‑BF/i‑MS:吸盘清洁、润滑、过滤器排水
USC 相机:镜头清洁、黑色胶带检查
卷料 / 收卷机:滚轮、急停、张力检查
保险丝更换(关键规格)
部位 规格
MPU 主电源 T6.25A/T8A/T15A(6.3×32mm)
X/Y 轴驱动器 T10A(5×20mm)
工具熔断 Nano 型 T0.5A–T4A
冷水机 230V:T1A;115V:T2A
自动化单元核心
1. i‑BF 上料机
最大板厚:50mm,速度:2 张 / 分钟
吸盘、龙门、安全防撞、自动寻堆
安全:急停、 bumper、禁止伸入
2. i‑MS 收料机
与裁切机以太网联动
吸盘 plenums 抓取整板 + 废料堆叠
3. MRF 电动卷料机
Autogrip 轴、边缘纠偏、 dancer 张力控制
支持超长幅面分段加工
4. USC 底侧相机
读取底面注册码 / 条码
自动对位、提升精度,配合上料机使用
关键问题
问题 1:HPMU 大功率铣削单元的核心安全规则与操作禁忌是什么?
答案:
必须护目 + 护耳,专人值守,禁止无人运行
主轴停稳(红灯完全熄灭)方可接触刀具
真空吸尘器不可过满,否则有火灾风险
禁止空夹头运转,必须装假刀
安装收卷机时严禁开启铣削
刀具伸出长度尽量短,夹持有 **≥20mm**
问题 2:VariAngle 变角刀的核心能力、适用范围与关键加工参数是什么?
答案:
核心能力:0°~60° 连续可调,步距0.5°
适配材料:最大厚度0° 直切 30mm、45° 切 20mm、60° 切 16mm
关键参数:标准适配器滞后19mm,长适配器9.7mm
加工模式:V‑notch Cut 单切、Crease 双折、Waste Cut 废料切
折叠角度公式:折叠角 = 180°−2× 切角
问题 3:i‑BF 自动上料机无法正常取板(Fail to pick)的常见原因与排查步骤是什么?
答案:
真空不足:检查压力 **≥50PSI(3.45bar)**、吸盘破损 / 漏气
取料行程不足:增加Pick Sheet Additional Travel(0–50mm)
建压时间太短:延长Delay to Build Vacuum
真空阈值过低:将Low Vacuum Set Point调高约 20mmHg
柱塞传感器故障:检查传感器与吸盘浮动是否顺畅